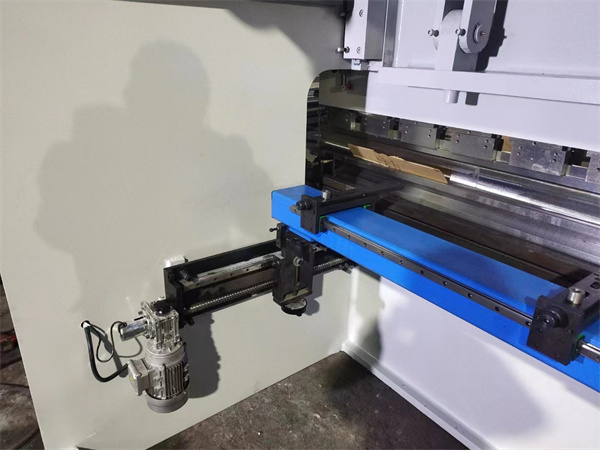
電液數(shù)控折彎機



WE67K系列折彎機
描述:機床整體性能 1 結構件鋼板焊接結構,剛性強。 2 結構件采用打磨方式除銹,并噴有防銹漆?! ? 機床的立柱、上工作滑塊、下工作臺采用大型落地鏜銑床,用整體一次加工法,作精密加工,以確保機床整體加工精度?! ? 上動式折彎設計,工作平穩(wěn)、操作方便、安全。 5 在下死點有保壓延時功能,確保工件精度?! ? 滑塊行程大,兩側平行公差高。 7 在國家相關標準條件下,折彎角度精度可達30′。
在線咨詢
在線咨詢